Les étapes de la réalisation du moule :
Réalisation d'un coffrage :
Un coffrage destiné à recevoir le prototype à dupliquer et le silicone est à réaliser.
Les matériaux utilisés peuvent être du carton rigide ou du contre-plaqué mélaminé. Les parois sont assemblées par collage au pistolet.
La distance entre les parois du moule et le prototype doit être d'environ 30 mm, ce qui en d'autres termes est l'épaisseur de l'enveloppe de silicone autour de la pièce à reproduire.
 |
 Le coffrage assemblé |
Mise en place du modèle :

Des cales peuvent être utiles à la mise en position du modèle

Un support est necessaire pour le maitien du canal de coulée

Pour eviter tout mouvement, le canal de coulée est collé sur son support, ce support étant collé au coffrage.

La morphologie de la pièce laissant libre un gros volume celui-ci est comblé par un bloc de matière
Préparation du silicone :
Le mélange des composants :
Deux produits interviennent dans le mélange constituant le silicone (voir fiche). Dans le cas présent, la base (XIALMETER RTV-4234-T4) et l'agent de vulcanisation (XIAMETER T4/T4 O Curing Agent).
Proportions : le melange est établi dans les proportions suivantes : 10 parts de base pour 1 part d'agent de vulcanisation
Les propriétés des composants et du mélange :
 |
XIAMETER RTV-4234-T4 est un matériau à deux composants constitué de la Base XIAMETER ® RTV-4234, qui lorsqu'elle est mélangée avec XIAMETER RTV-4234-T4 ou XIAMETER RTV-4234-T4 O Curing Agent, durcit à température ambiante par une réaction d'addition. Les polyuréthanes et autres résines réactives sont les matériaux généralement utilisés pour être moulés dans le moule silicone durci. Préparation : Le proptotype à utiliser doit être propre et exempt de toute matière grâce. Si nécessaire et en particulier avec les supports poreux, utiliser un agent de démoulage adapté comme la gelée de pétrole ou le PTFE. |
Le malaxage :
Peser et mélanger 100 parts de Base XIAMETER RTV-4234-T4 et 10 parts de XIAMETER RTV-4234-T4 ou XIAMETER RTV-4234-T4 O Curing Agent dans un récipient propre, puis malaxer jusqu'à ce que l'agent de durcissement soit complètement dispersée dans la base. le malaxage peut être manuel ou mécanique, mais ne pas mélanger trop longtemps (temps de travail total, mélange et dégazage du mélange 90 minutes) si la température ne dépasse pas 35 ° c (95 ° f). Mélanger des quantités suffisamment petites pour assurer le mélange complet de la base et de l'agent de polymérisation.
Matériel de malaxage

Note :
La poise est une unité de mesure de la viscosité dynamique correspondant à la viscosité dynamique d'un fluide pour lequel une force tangentielle d'une dyne (unité de force) par cm² permet de maintenir une vitesse de 1 cm/s entre 2 plans parallèles séparés par un cm de ce liquide. Elle est l'unité CGS de viscosité dynamique, symbole P ou Po.
La poise vaut 1 g/cm/s, soit :
- 1 P = 0,1 Pl = 0,1 Pa·s.
Elle équivaut à 0,1 Newton.s par mètre carré.
La poise est souvent utilisée avec le préfixe centi, pour donner la centipoise, symbole cP :
- 1 cP = 1 mPa·s.
La viscosité de l'eau à 20°C est de 1 centipoise.
Une viscosité surfacique est donnée en Poise surfacique (surface poise en anglais). 1 surface Poise correspond à 1g/s.
La viscosité dynamique se mesure, dans les unités du Système International, en Pa·s
Source Wikipédia
Dégazage du silicone :
Il est fortement recommandé de dégazer le silicone dans une chambre à vide, ce qui permettra au mélange de se développer complètement avant la réduction.
Après 1-2 minutes sous vide, le mélange doit être vérifié avant utilsation, il doit être exempt de bulles d'air.
Une augmentation du volume à lieu pendant le dégazage, elle est de 3 à 5 fois le volume initial, on choisira un récipient suffisamment grand.
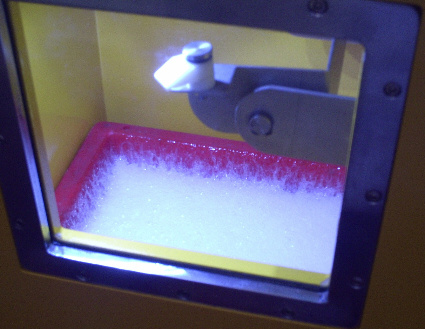
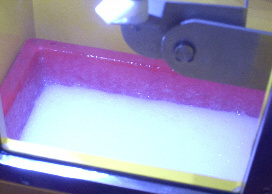
Lors du dégazage en chambre vide, le débordement est évité par coupure le la mise au vide, ce qui provoque la diminution du volume du silicone.
L'alternance mise sous vide / arrêt de la mise sous vide est répétée jusqu'à ce que le silicone ne prenne plus de volume donc que le dégazage soi terminé


Note :
La vulcanisation (ou curage) est le procédé chimique consistant à incorporer un agent vulcanisant (soufre, le plus souvent) à un élastomère brut pour former après cuisson des ponts entre les chaînes moléculaires. Cette opération rend notamment le matériau moins plastique mais plus élastique. Son nom provient du dieu romain Vulcain, un forgeron
Source Wikipédia
Coulée du silicone :
Aprés dégazage couler dès que possible sur le modèle, en évitant les bulles. Pour cela la coulée doit se faire lentement et suivant un débit limité.


L'emploi d'une étuve, pour accélèrer la vulvanisation est possible, mais cela produira un certain retrait apparent du moule en raison des différences de dilatation du volume sur le refroidissement entre le silicone et le modèle. Une température de durcissement élevée, génère des défauts géomètriques d'empreinte.
Vulcanisation (curage)
Le séchage à température ambiante :
La vulcanisation prendra 12 heures à température ambiante (22-24ºC/71.6-75.2ºF) avant manipulation du moule. Si la température ambiante est plus faible, le temps de séchage sera plus long.
Le séchage en étuve ou étuvage aprés gélification :
L'emploi d'une étuve, pour accélèrer la vulvanisation est possible, mais cela produira un certain retrait apparant du moule en raison des différences de dilatation entre le silicone et le modèle. Une température de durcissement élevée, génère des défauts géomètriques d'empreinte.
Un étuvage efficace présentant un bon compromis est de 4 heures à 80 °C

Décoffrage :
Le décoffrege consiste à séparer le moule silicone durci des éléments ayant servi a définir l'enveloppe de celui-ci.
Par la suite le moule devient accéssible pour les opérations d'ébavurage et de découpe du plan de joint.
Le caractére translucide du silicone permet d'observer la position prise par la modèle à l'intérieur du moule.
A ce stade d'avancement on peut voir l'intérêt d'avoir "garni" le plan de joint désiré d'adhésif qui permettra une découpe guidée par sa présence.

Ebavurage et découpe du plan de joint :

Les bords de l'adhésif marqué en noir permet de l'identifier facilement dans le silicone.

Les bavures des angles du moule sont découpées avec un scalpel ou un cutter.

Une découpe en sinusoïde est réalisée sur tout le contour du plan de joint.
Ouverture du moule

Par incision à partir d'un angle du moule.

A l'aide de la pince à écarter et un scalpel, on s'efforce d'aller "chercher" l'adhésif.
Après découpe complète le moule s'ouvre par le plan de joint défini

Le modèle reste lié à la partie creuse.

Avant démoulage le retrait de l'adhésif est nécessaire
Préparation :

Avant utilisation du moule, plusieurs phases de préparation sont nécéssaires.

Les évents sont réalisés avec un tube laiton Ø2 mm taillé en pointe.

la partie débouchante de l'évent est évasée.

Une découpe conique permetra de visualiser la sortie de la résine et de constater un bon remplissage de l'empreinte.